Cours 120 : Étude de cas d’une valve de séquence
L’objectif est de proposer une architecture du système hydraulique permettant de répondre au cahier des charges ci-dessous (très simplifié). Dans une prochaine étape nous pourrons développer la partie dimensionnement.
Le mouvement souhaité est tel que :
1. Le vérin étau vient caler la pièce à usiner contre les brides avec un effort correspondant à 35 bars au vérin.
2. Une fois la pièce fermement maintenue en place, le vérin de perceuse peut descendre percer cette dernière.
3. Une fois la pièce percée, le vérin de perceuse doit se rétracter avant le vérin étau.
Note : Le vérin de perceuse doit pouvoir maintenir la perceuse en position haute (400kg) même lorsque le système hydraulique ne fonctionne pas. Il faut donc une solution de retenue de charge (voir préconisation Les systèmes de sécurité). Une valve d’équilibrage (voir Cours 70) sera utilisée dans cette étude de cas.
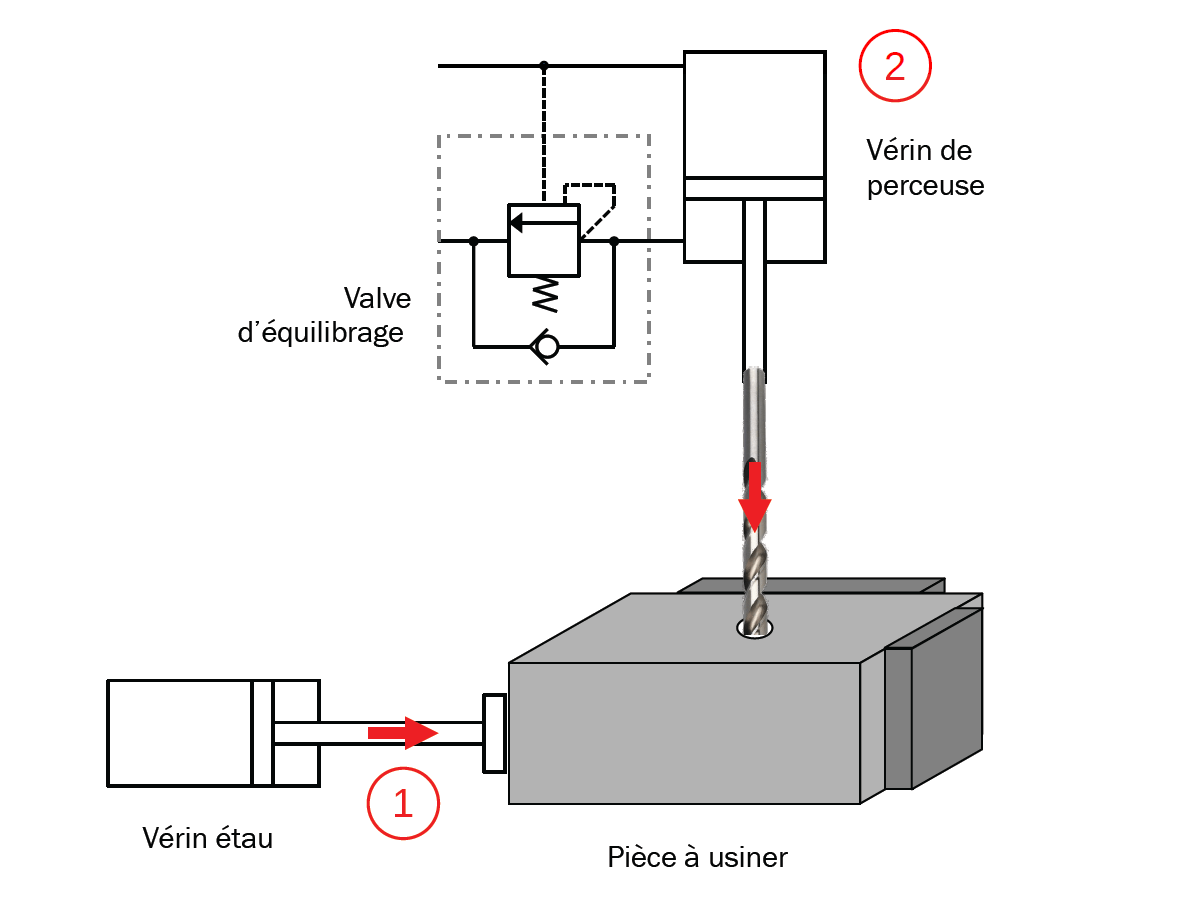
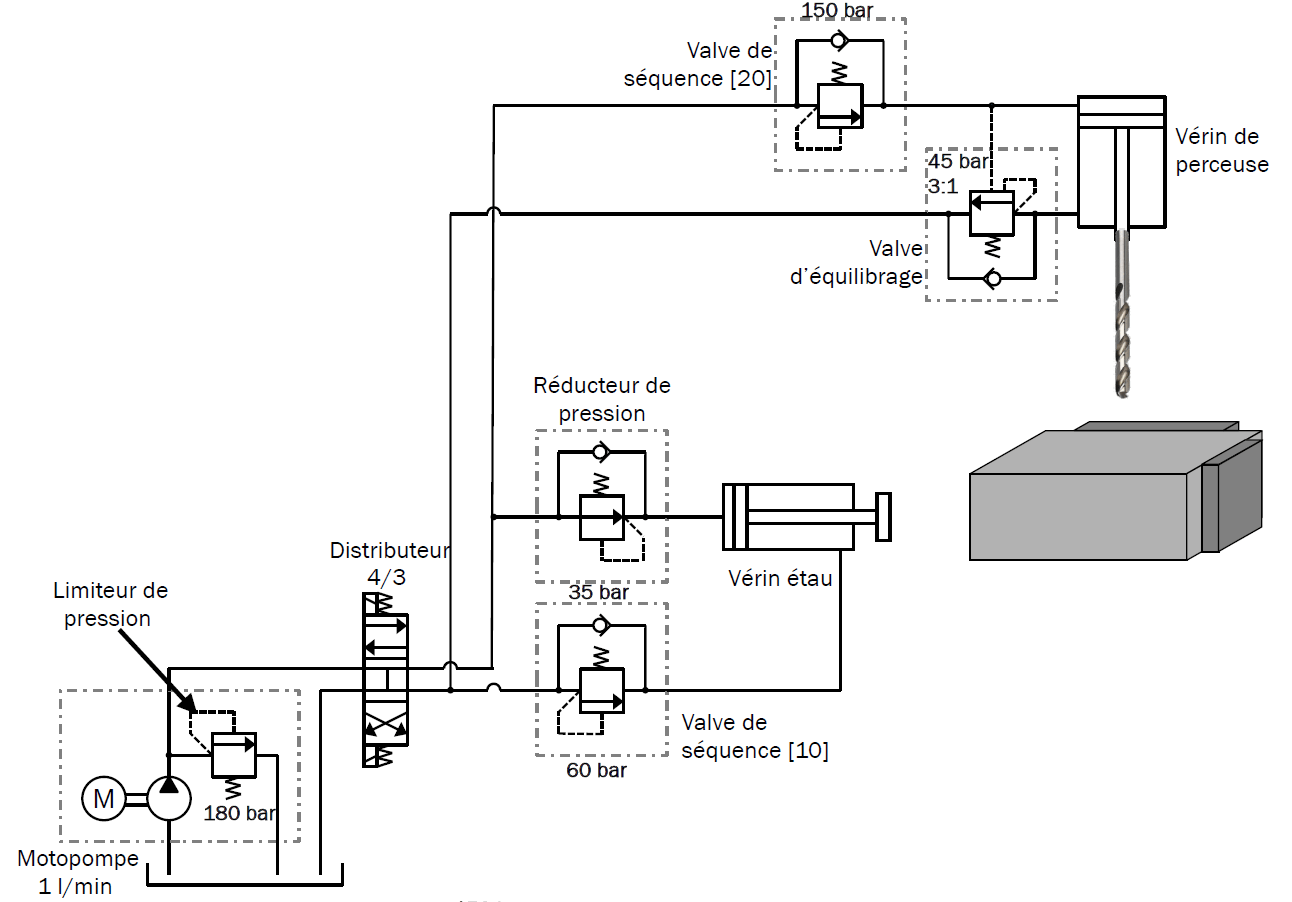
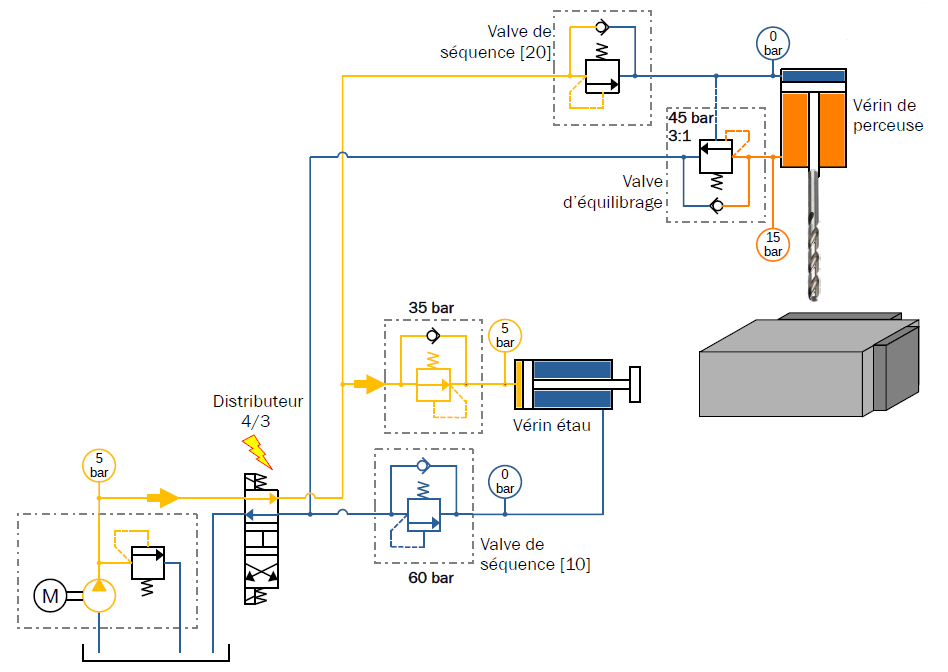
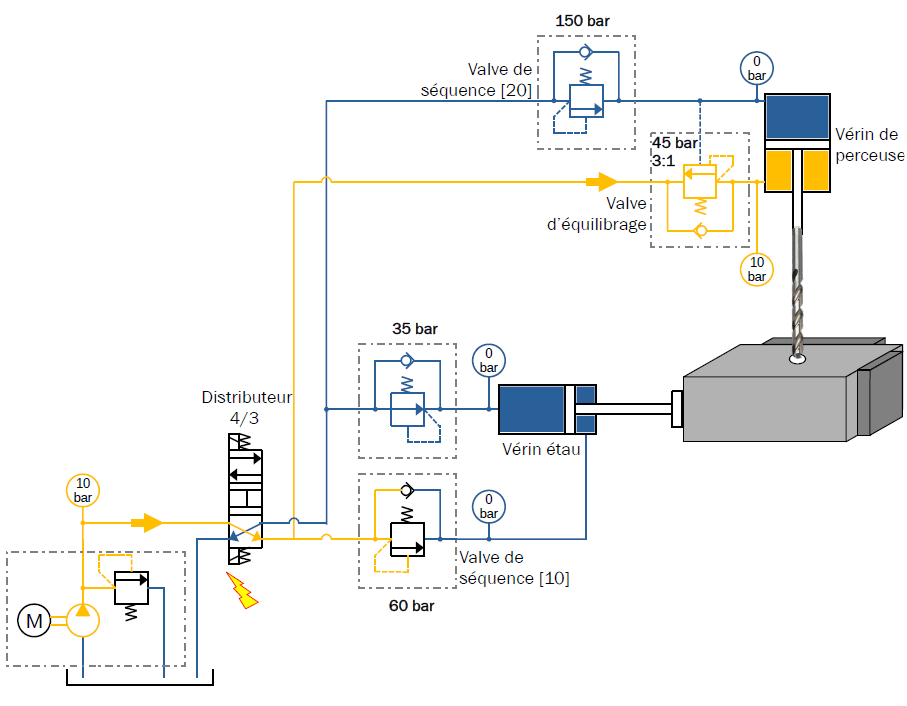
Schéma hydraulique du système :
Afin de séquencer le mouvement et atteindre toutes les pressions requises, une ébauche de schéma hydraulique peut être proposée telle que ci-contre.
Description du fonctionnement du système :
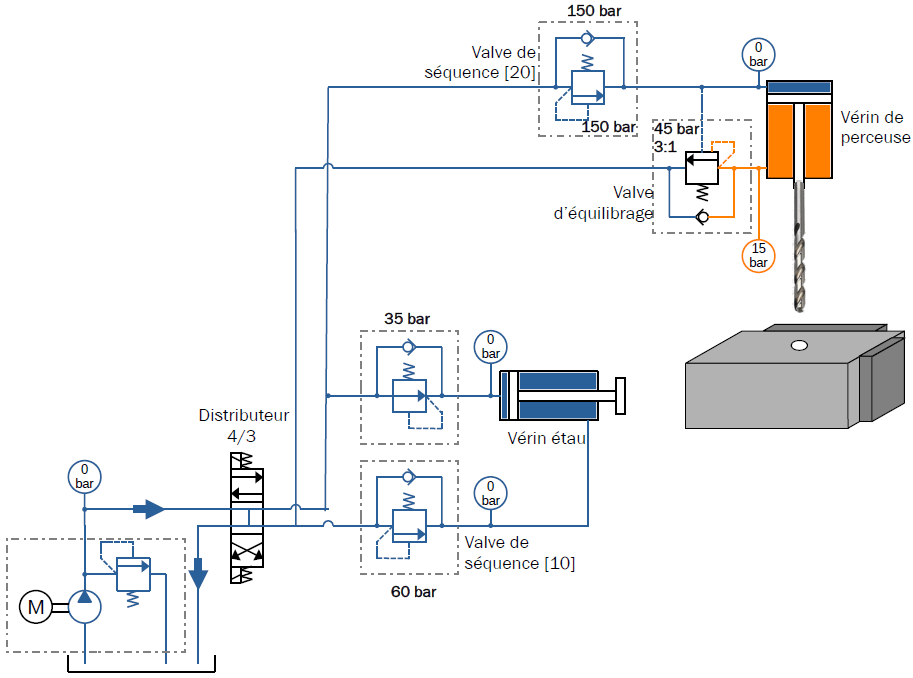
Ainsi, le système se comportera de la manière suivante : en position neutre du distributeur 4/3, tout le système est décomprimé vers le réservoir.
Seule le côté tige du vérin de perceuse est sous pression (maintenue par la valve d’équilibrage). Cela permet de maintenir la masse de la perceuse sans apport d’énergie hydraulique.
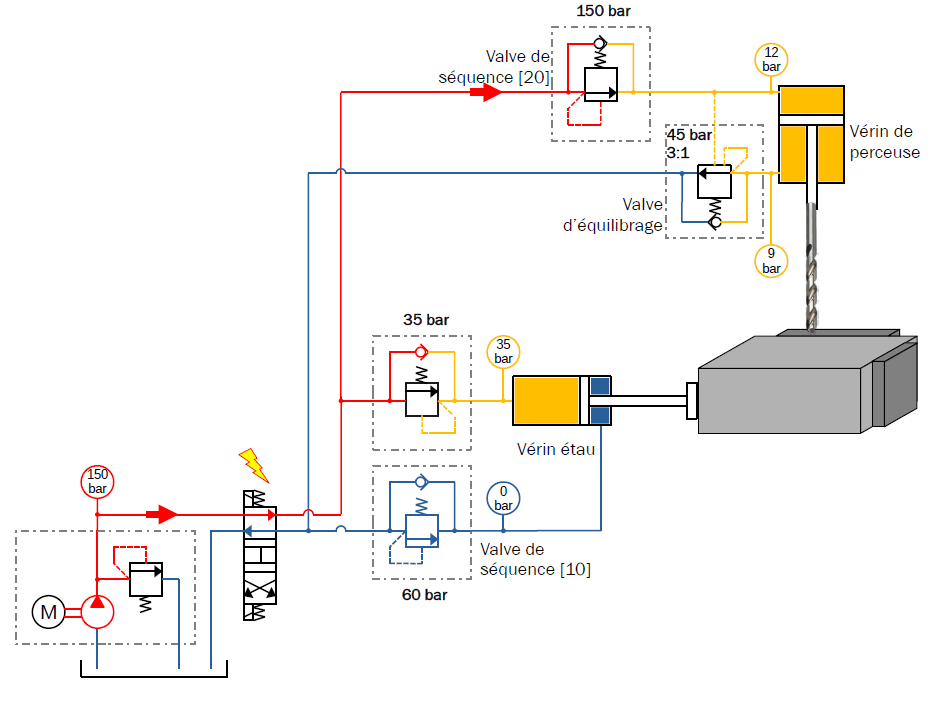
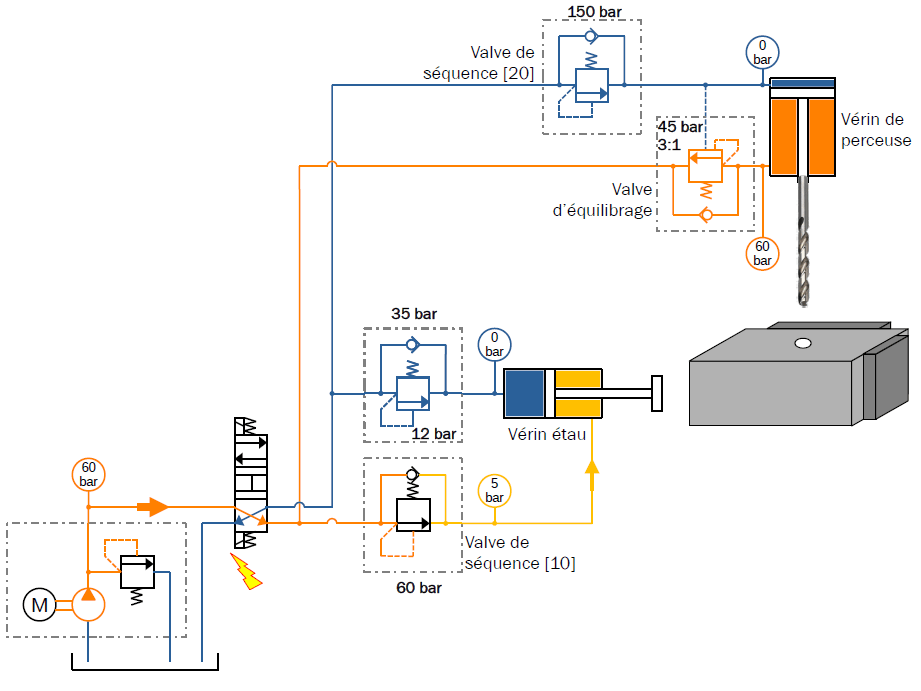
Le distributeur est actionné, seul le vérin étau est alimenté en huile. En effet, la pression à vide nécessaire pour le déplacer est inférieure au tarage de la valve de séquence [20].
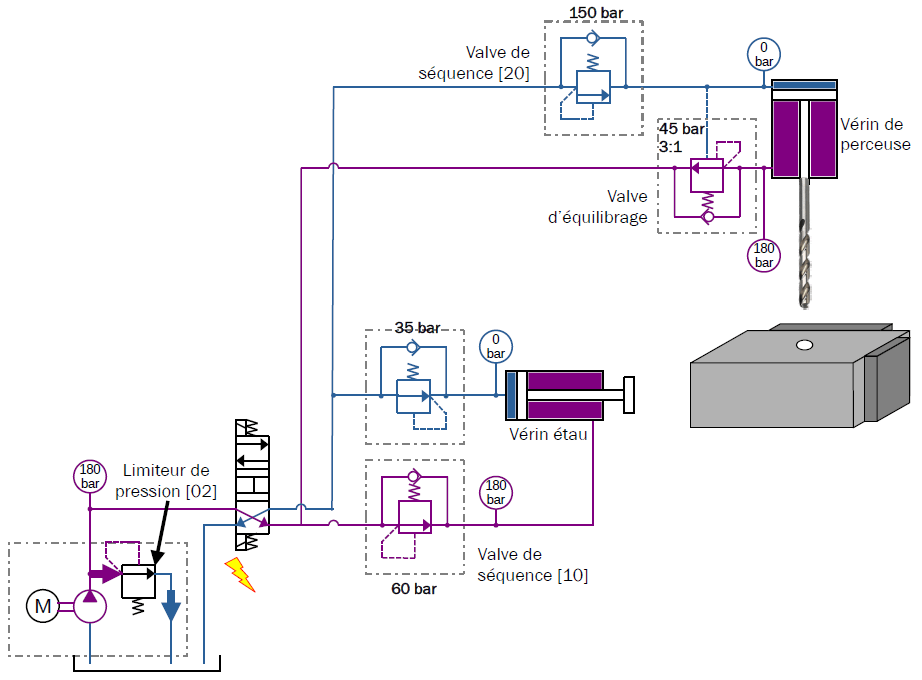
Une fois le vérin d’étau arrivé en butée contre la pièce à usiner, la pression augmente jusqu’à 35 bars, valeur du tarage de la réduction de pression. La fermeture de cette dernière permet d’atteindre la pression de 150 bars de la séquence [20]. Le vérin de la perceuse va alors pouvoir descendre.
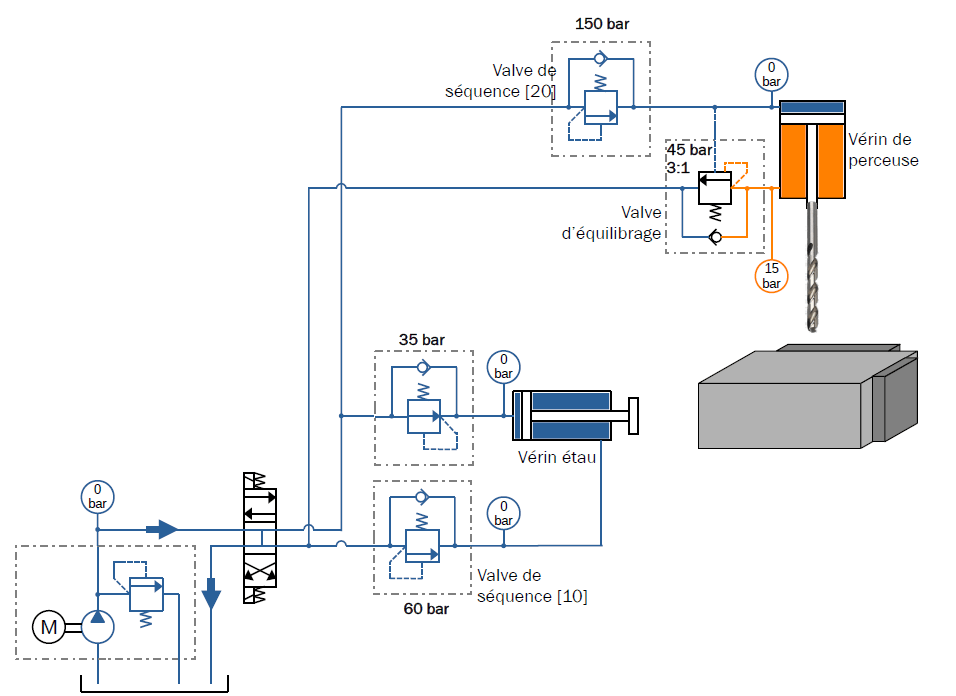
La masse de la perceuse est retenue par la valve d’équilibrage, qui permet une descente contrôlée de la tige du vérin de perceuse.
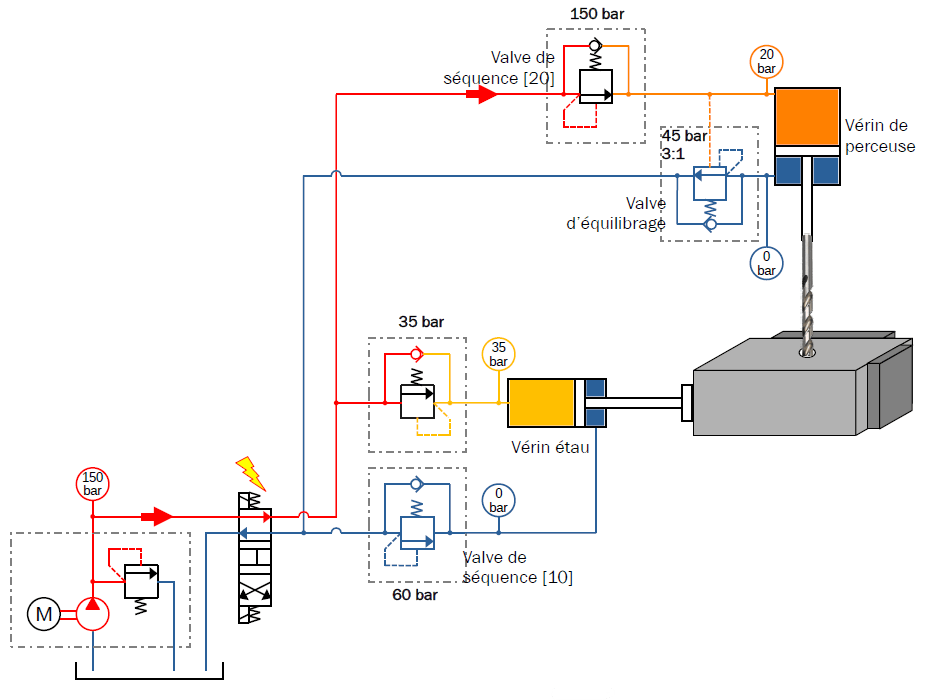
Une fois la mèche de la perceuse en contact avec la pièce à usiner, la pression côté fond du vérin de perceuse augmente afin de pousser la mèche dans la matière.
Le vérin de perceuse arrive en butée, le trou est percé. La pression dans tout le système augmente jusqu’à la valeur de tarage du limiteur de pression, soit 180 bars.
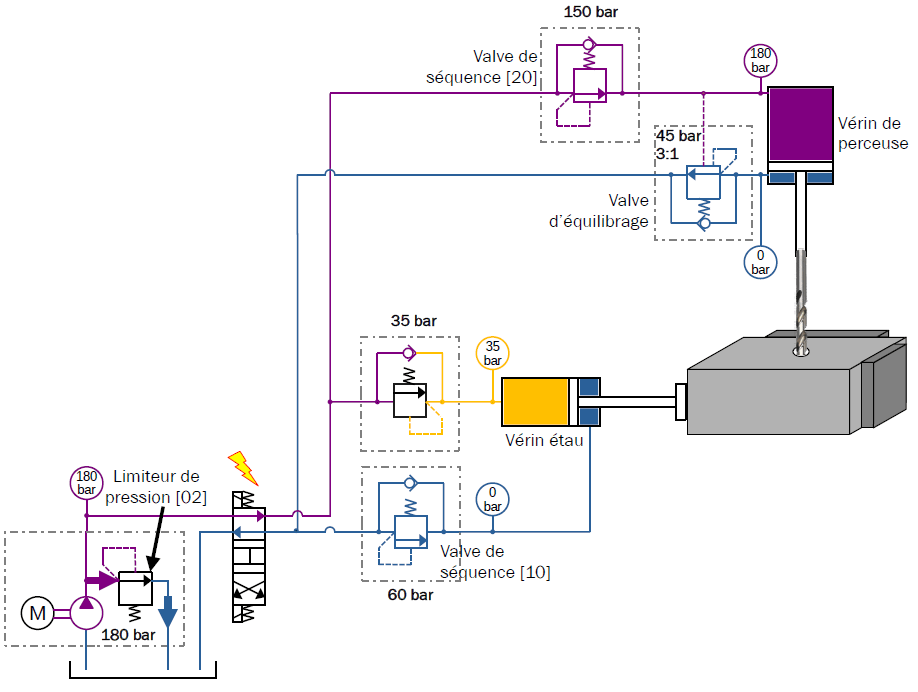
Le distributeur 4/3 est actionné dans le sens opposé. La pression nécessaire à remonter la perceuse étant plus faible que le tarage de la valve de séquence [10], cette dernière restera fermée.
Le vérin de perceuse arrivera en butée. La pression va alors augmenter jusqu’à atteindre la valeur de la séquence [10]. La séquence s’ouvre et va permettre de libérer la pièce.
Tous les vérins arrivent en butée, la pression augmente jusqu’au tarage du limiteur de pression, soit 180 bars.
Le cycle de perçage est terminé, le cycle suivant est prêt à être lancé.